



Dacă prima parte a articolului a fost introductivă fiind prezentate elemente generale despre MRCS și corpul lor, este momentul să vedem modalitatea de fabricație a lui și să ne ocupăm și de combustibil.
1.1 Corpul motoarelor rachetelor balistice și spațiale
Pentru fabricarea motoarelor rachetelor balistice și ale celor utilizate la lansarea rachetelor care ajung în spațiu a fost nevoie de contrucții speciale, unde să se poată fabrica motoare având un volum de până la 10 mc, acestea fiind dotate cu utilaje specializate.
Învelișul metalic este fabricat din oțel (AMS 6487 sau AMS 6520) având caracteristice rezistența mecanică mare, de obicei peste 1000 MPa/145000 psi și ușurința de modelare. Corpul cilindric poate fi fabricat în două moduri:
- prin sudura longitudinală a unor foi lungi din oțel;
- folosind formarea prin rotire (flow forming, flow turning), evitând dezavantajele sudurii și oferind posibilitatea realizării unei grosimi progresive a peretelui, dacă se dorește.
Tehnica utilizată la producerea capetelor implică prelucrarea unor piese rezultate din presare la cald (solid thermal press forging). Dacă este nevoie, se pot prelucra blocuri metalice pentru a obține secțiuni intermediare de legătură între diversele părți. Ultima etapă de producție este sudarea capetelor de corp. Procesul de fabricație poate avea – la final – tratamente termice adiționale, prelucrare mecanică adițională, tratamente împotriva coroziunii. Ultima etapă de fabricație este de obicei testarea, aceasta implicând operațiuni de control al calității (testarea proprietăților metalului, testarea cu ultrasunete și raze X) și testarea recipientului la o presiune mai mare decât cea maximă rezultată în urma procesului de proiectare (utilizând un coeficient de aproximativ 1.15).
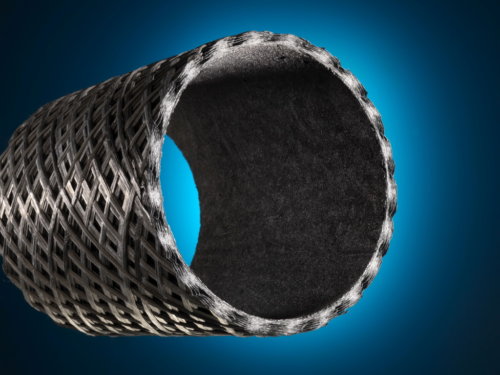
Motoarele cu pereți realizați din materiale compozite utilizează filamente (fibră de sticlă, fibră de carbon sau kevlar) și o rășină (poliesterică, epoxidică sau poliamidică). Plecând de la cerințe, dezvoltarea acestor motoare se realizează în două etape: etapa de proiectare preliminară și etapa de testare. Etapa de proiectare se bazează pe principiul că rigiditatea este asigurată de filamente doar longitudinal. Geometria, grosimea corespunzătoare, și ordinea de realizare a înfășurării pentru a asigura stabilitatea (eliminarea riscului de alunecare în timpul înfășurării) pot fi determinate apoi rapid. A doua etapă folosește FEM considerând materialul solid, omogen și verificând integritatea structurală a întregului înveliș. Odată procesul de proiectare încheiat și parametrii de fabricație determinați, se poate trece la fabricarea carcasei motorului.
Fibrele impregnate cu rășină sunt înfășurate pe o matriță (realizată din nisip sau metal), după ce aceasta a fost acoperită cu materialul izolator termic și au fost plasate piesele metalice la ambele capete. Aceste piese metalice oferă o rezistență sporită, fiind și suportul pentru atașarea sistemului de aprindere și a ajutajului. Există două metode de realizare a pereților: procesul ud – implică impregnarea continuă cu rășină și procesul uscat – folosește fibre care au fost deja impregnate. Se folosesc două tipuri de bobinare:
- o succesiune de bucle tangente la cele două deschideri (înfășurarea helix sau polară – helix/polar winding) al căror scop este să acopere emisferele din capete și corpul;
- o succesiune de bucle care acoperă doar secțiunea cilindrică, perpendiculare pe rază (hoop winding).
Întreaga carcasă este uscată într-un cuptor, cu temperatura și durata depinzând de materialul utilizat (60°-150°C și 20 de ore); matrița este îndepărtată după uscare (dacă se folosește nisip, el este îndepartat printr-un proces hidraulic). Pentru a elimina gazele rămase în perete, cuptorul poate avea o presiune redusă în interior. Ultima etapă de fabricație este prelucrarea mecanică finală.
Înainte de livrare se testează integriatea structurală a corpului rezultat (în general utilizând ultrasunete) și aderența izolației termice la perete.
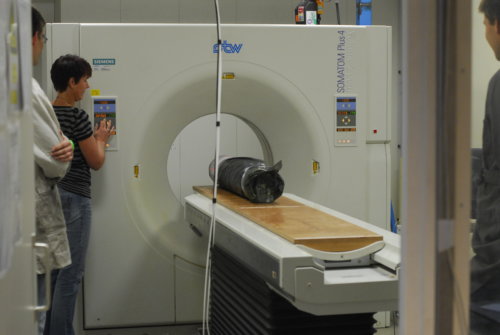
 MRCS de dimensiune mare realizat prin sudură (sursa: [3])
MRCS de dimensiune mare realizat prin sudură (sursa: [3])
 Boosterul noului vehicul NASA – SLS (sursa: [18])
Boosterul noului vehicul NASA – SLS (sursa: [18])
1.2 Corpul motoarelor rachetelor tactice
Procese similare de fabricație cu cele descrise mai sus sunt utilizate și pentru motoarele rachetelor tactice.
Tehnica utilizată pentru carcasele metalice este aleasă în funcție de performanțele dorite:
- extruziune;
- forjare urmată de prelucrare mecanică;
- tehnici de sudură spirală (helical wrapped-welded techniques), care se pretează pentru producție de serie mare;
- tehnici de sudură radială (wrapped-welded techniques along the length of the generatrix), utilizate la serii mici și medii;
- tehnici de formare prin rotire (flow forming) cu avantajul preciziei și al unei suprafețe interioare foarte reușită, fără a avea dezavantajele sudurii, utilizabile pentru un număr mare de produse, însă necesită investiții substanțiale;
- fâșii metalice acoperite cu un adeziv și înfășurate spiral (helical) pe un suport. Numărul de straturi depinde de grosimea totală dorită. Tehnica permite fabricarea unor carcase cu o mare rezistență mecanică în condiții normale și care în cazul unor stimuli nedoriți (foc, gloanțe) care aprind amestecul combustibil, previn explozia motorului.
Toate aceste procese necesită sudarea capetelor motorului. Uneori asamblarea părții anterioare se face prin presare, reducând numărul de puncte de sudură necesare.
Datorită producției industriale și necesității păstrării costurilor de fabricație la un nivel acceptabil se utilizează metale care se pretează la prelucrare și sudură și care nu sunt prea scumpe. Acestea sunt oțelul AMS 6520 (se pot realiza pereți de minim 1 mm grosime), aliajele aluminiu-cupru (AMS 2014) și aluminiu-zinc-magneziu (AMS 7075) pentru rachetele de calibru mic.
In cazul rachetelor tactice, având o viteza mică (100-1500m/s), combustibilul lor este doar o mică parte a masei motorului (50-80%), masa inertă a motorului fiind destul de mare. În cazul lor se pune însă accent deosebit pe siguranța utilizării lor (factorii care o determină fiind luați în calcul la proiectarea unui motor), pe fiabilitate, durată de viață, cost, robustețe și mai puțin pe minimizarea masei inerte a motorului și pe performanță.
Raportul lungime/diametru influențează nu doar stresul mecanic exercitat asupra pereților ci și cantitatea de material necesară pentru a conține o anume cantitate de combustibil. Pentru motoare foarte mari motorul este construit în secțiuni, segmentele fiind asamblate mecanic și sigilate la locul lansării, așa cum este cazul boosterelor utilizate de navetele spațiale.
Pe lângă caracteristicile prezentate la începutul acestei secțiuni, trebuie subliniat că din punct de vedere al performanței metalele sunt egale sau inferioare materialelor compozite, ultimele fiind utilizate atunci când este nevoie de performanțe superioare, însă carcasele metalice au câteva avantaje față de cele realizate din plastic armat cu fibre: sunt robuste, pot fi manevrate cu mai puțină atenție, materialul este suficient de plastic, poate fi încălzit la temperatură mare (700 – 1000 de grade) necesitând astfel o izolație redusă. În cazul materialelor compozite solictările mecanice la care sunt supuse în urma evenimentelor de scurtă durată – stres tranzient determinat de aprindere, de exemplu – pot cauza probleme amestecului combustibil (compromiterea integrității structurale). În orice caz, realizarea motoarelor din materiale plastice armate cu fibre este tot mai mult utilizată pentru corpul motoarelor rachetelor tactice. În Franța, compania SEP (Societe Europeenne de Propulsion) a dezvoltat o metodă numită asamblare structurală (structural assembly). Turnarea și uscarea propergolului se face într-un tub de cauciuc, acesta servind apoi ca matriță pentru realizarea învelișului motorului prin bobinarea filamentelor impregnate cu epoxy, realizându-se astfel și integrarea celor două capete ale motorului și, dacă este nevoie, a unui tub de evacuare (blast tube).
Așa cum am arătat mai sus, corpul motorului poate fi realizat din metal (oțel, aluminiu, titan) sau materiale compozite (prin înfășurarea unui filament – kevlar, fibră de sticlă, fibră de carbon), acesta rezistând la presiunea internă determinată de funcționarea motorului (3–25 MPa/435-3625 psi), la care se adaugă de obicei un coeficient de siguranță de 1.4.
Materialele izolatoare utilizate la construcția MRCS sunt în general bazate pe cauciuc (EPDM – ethylene propylene dimethyl monomer sau hydroxyl terminated polybutadiene dacă insistați). La acestea se adaugă fibre rezistente la eroziune. De obicei izolatorul se carbonizează în urma expunerii la temperatura cu care arde combustibilul. Aspectele de luat în calcul la proiectarea motorului sunt:
- grosimea pe care trebuie să o aibă izolatorul pentru a compensa carbonizarea și modificarea conductivității termice;
- potențiala dezlipire de carcasă ca urmare a eliberării de gaze în urma arderii (outgassing).
 Secțiune printr-o carcasă a unui MRCS realizat din materiale compozite (sursa: [3])
Secțiune printr-o carcasă a unui MRCS realizat din materiale compozite (sursa: [3])

 Realizarea pereților utilizând materiale compozite (sursa: 1 – [13], 2 – [14])
Realizarea pereților utilizând materiale compozite (sursa: 1 – [13], 2 – [14])

 Motoare realizate de Roxel (sursa: [24])
Motoare realizate de Roxel (sursa: [24])
 Izolație termică realizată de Roxel (sursa: [24])
Izolație termică realizată de Roxel (sursa: [24])
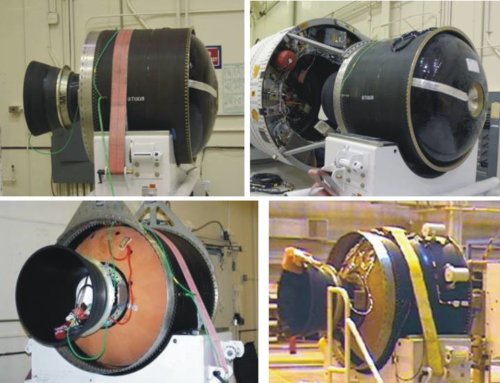
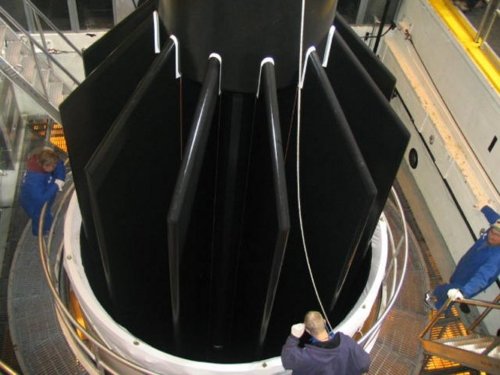
În continuare, câteva exemple de MRCS. Prima imagine prezintă un motor utilizat la treptele superioare ale vehiculelor spațiale (conține control vectorial și ajutaj telescopic – extinderea lui crește raportul suprafeței ajutajului de la 49.3 la 181, impulsul specific crescând cu 14 secunde, propergolul reprezentând 0.916 din masa totală). A doua imagine prezintă un motor tactic ce conține un tub de evacuare (blast tube), soluție utilizată foarte des pentru rachetele tactice, rolul său fiind de a păstra centrul de greutate al rachetei într-o poziție relativ constantă și a permite instalarea actuatoarelor. A treia imagine prezintă boosterul utilizat la lansarea navetelor spațiale.
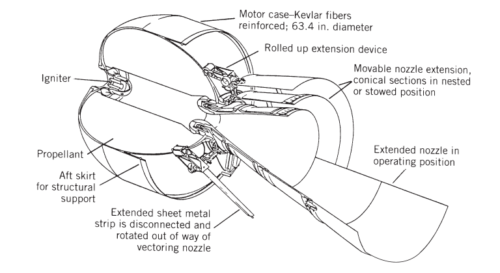 MRCS pentru o treaptă superioară (sursa: [3])
MRCS pentru o treaptă superioară (sursa: [3])
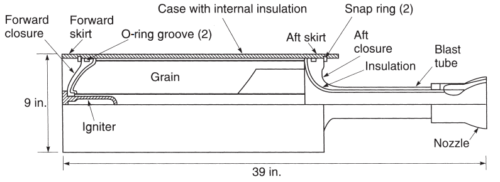 MRCS pentru o rachetă tactică (sursa: [3])
MRCS pentru o rachetă tactică (sursa: [3])
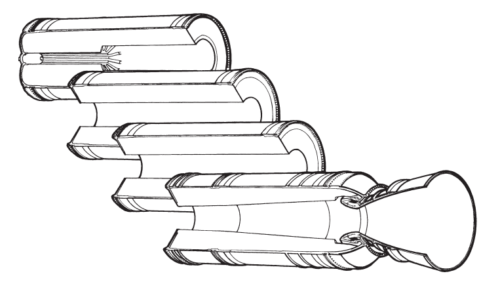 MRCS – boosterul navetei spațiale – realizat din secțiuni multiple (sursa: [3])
MRCS – boosterul navetei spațiale – realizat din secțiuni multiple (sursa: [3])
Și alte câteva imagini.

 Motorul Hercules BE-3 (sursa: [15])
Motorul Hercules BE-3 (sursa: [15])
 Boosterul navetei spațiale realizat din secțiuni multiple (sursa: [17])
Boosterul navetei spațiale realizat din secțiuni multiple (sursa: [17])
 Motorul ATK-Thiokol Orion 38 (sursa: [16])
Motorul ATK-Thiokol Orion 38 (sursa: [16])

 Motorul rachetei AIM-9P și racheta AIM-9L (sursa: Wikipedia)
Motorul rachetei AIM-9P și racheta AIM-9L (sursa: Wikipedia)
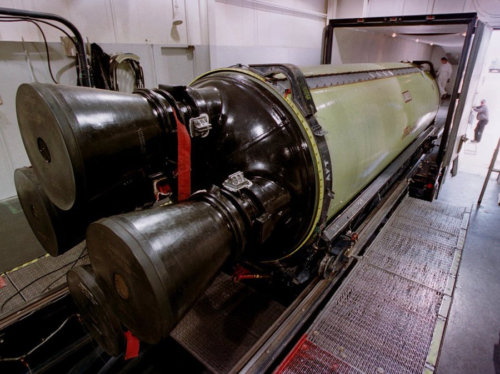
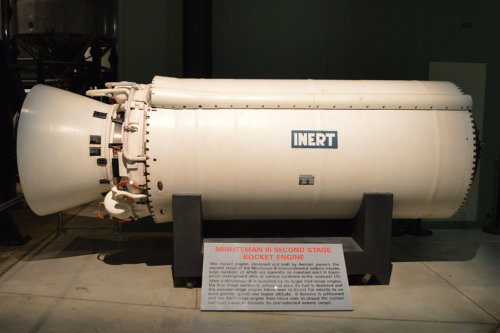 Motoarele primelor două trepte ale rachetei balistice (ICBM) Minuteman III (sursa: 1 – [20], 2 – [19])
Motoarele primelor două trepte ale rachetei balistice (ICBM) Minuteman III (sursa: 1 – [20], 2 – [19])
2. Combustibilul
Proiectul și modul de funcționare al motorului depind de caracteristicile de ardere ale combustibilului – rata de ardere, suprafața de ardere și geometria pulberii. Ramura științei care se ocupă cu aceste aspecte se numește balistică interioară, existând tratate și manuale care pot fi studiate pentru a aprofunda domeniul.
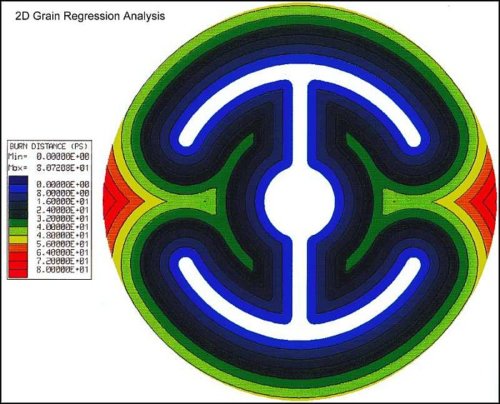
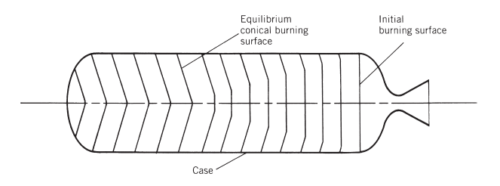
În cazul MRCS suprafața combustibilului solid este cea care arde într-o direcție perpendiculară pe suprafața lui. Viteza de ardere (rata de ardere, burning rate) este exprimată în cm/s, mm/s sau inci/s, depinzând de compoziția propelantului. Figura de mai jos prezintă la diverse intervale conturul suprafeței de ardere; suprafața la fiecare dintre aceste momente este aproximativ egală cu cea anterioară.
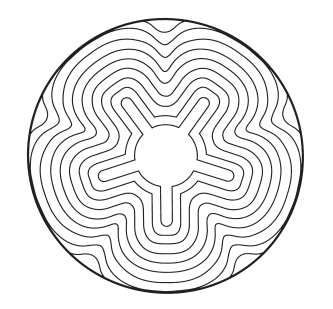 Conturul suprafeței de ardere a combustibilului la diverse momente (sursa: [3])
Conturul suprafeței de ardere a combustibilului la diverse momente (sursa: [3])
Succesul dezvoltării unui motor constă în cunoașterea vitezei de ardere (care depinde de compoziția sa chimică) și alegerea combustibilului potrivit pentru toate condițiile lui de funcționare. Uneori poate fi nevoie de creșterea ratei de ardere (de obicei pentru pulberile compozite), aceasta realizeazându-se prin:
- adaugarea unui catalizator (burning rate modifier – 0.1%-3% din masa carburantului);
- scăderea dimensiunilor particulelor de oxidant;
- creșterea procentajului de oxidant din compoziție;
- adăugarea de fire metalice în combustibil;
- creșterea presiunii în camera de ardere;
- creșterea temperaturii propergolului înainte de aprinderea motorului;
- creșterea temperaturii gazelor rezultate în urma arderii propelantului;
- creșterea vitezei cu care se deplasează gazul, paralelă cu suprafața de ardere;
- deplasarea motorului (accelerația la care este supus).
Graficele următoare prezintă efectele unor factori asupra performanței propelantului – în acest caz viteza de ardere, aceasta fiind direct influențată de presiunea din camera de ardere, temperatura pulberii în momentul aprinderii sau accelerația la care este supusă în timpul arderii.
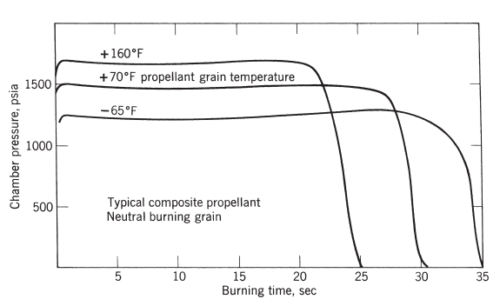
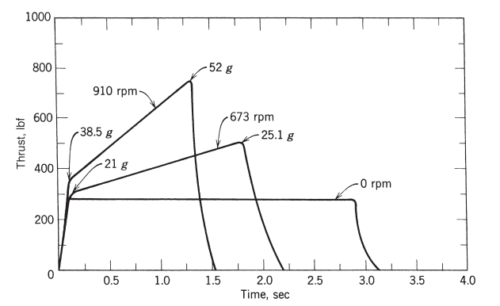
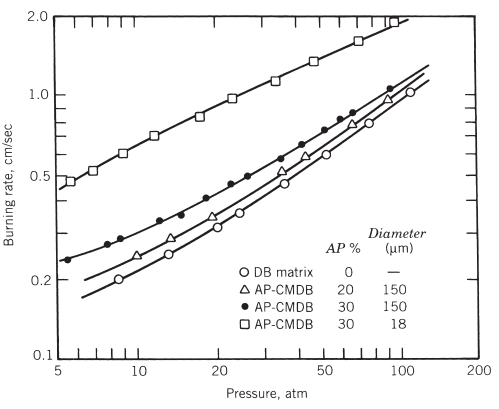 Influența temperaturii propelantului, accelerației și presiunii din camera de ardere asupra vitezei de ardere (sursa: [3])
Influența temperaturii propelantului, accelerației și presiunii din camera de ardere asupra vitezei de ardere (sursa: [3])
Un alt element care poate modifica viteza de ardere este eroziunea pulberii – arderea erozivă (erosive burning) mai exact – aceasta fiind determinată de deplasarea gazelor cu viteză mare la suprafața pulberii. În prima parte a arderii fenomenul este mult mai pronunțat datorită volumulului mai mic al camerei de ardere și al canalelor prin care trece gazul.
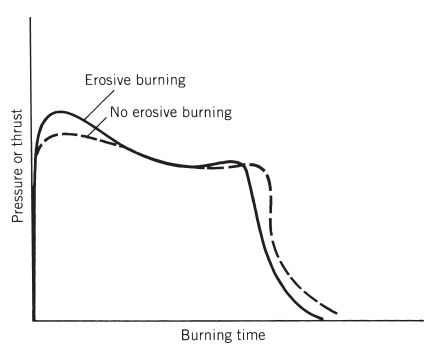 Arderea erozivă (sursa: [3])
Arderea erozivă (sursa: [3])
Cunoscându-se proprietățile combustibililor se poate realiza simularea arderii unei încărcături de propulsie (pulbere, grain), simulare realizată cu software dedicat. Imaginile de mai jos prezintă simularea arderii pulberilor.
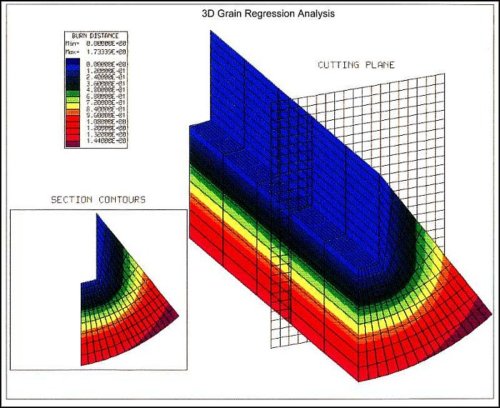 Simularea arderii pulberilor folosind software-ul 3DGE al US Missile Command (sursa: [9])
Simularea arderii pulberilor folosind software-ul 3DGE al US Missile Command (sursa: [9])
Încărcătura de propulsie (pulberea, grain) este o masă de combustibil solid aflată în interiorul motorului; compoziția propelantului și forma geometrică a sa determină performanța motorului. Pulberea este obținută prin turnare sau extruziune, având o consistență asemănătoare cu a cauciucului sau plasticului. Odată aprinsă va arde pe toate suprafețele expuse până la epuizarea sa, formând gaze care sunt evacuate prin ajutaj. Există câteva cazuri de motoare care au mai mult de o pulbere în interior sau motoare care au segmente cu propergoli cu compoziții diferite, aceasta permițând rate diferite de ardere.
La ora actuală în procesul de fabricație există două metode prin care pulberea este introdusă în motor: prin turnare (case-bonded grain) sau prin încărcarea de părți care au fost deja fabricate (freestanding grain) prin turnare sau extruziune. În cazul în care pulberea este turnată în motor, carcasa acestuia este utilizată ca matriță, pulberea fiind turnată direct, lipindu-se de izolația termică. Pulberea prefabricată poate fi înlocuită mult mai ușor dacă a îmbătrânit, ea fiind utilizată de MRCS ale unor rachete tactice de dimensiuni reduse și de câteva rachete de dimensiuni medii. Costul de producție este mai mic, inspecția motorului fiind și ea mult mai ușoară. Motoarele cu pulbere turnată au performanțe mai bune, o masă inertă mai mică (necesită mai puține sisteme de imobilizare a pulberii – suporți, distanțiere, izolator) o ocupare mai bună a spațiului disponibil, costul de fabricație este mai mare iar pulberea lor trebuie să suporte mai multe acțiuni mecanice.
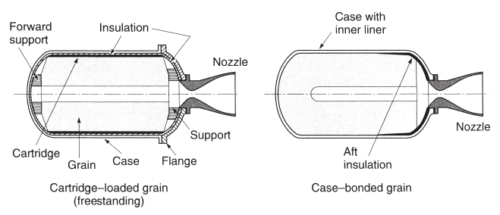 MRCS și cele două variante de pulbere din motor (sursa: [3])
MRCS și cele două variante de pulbere din motor (sursa: [3])
În discuțiile despre pulbere sunt de interes următorii termeni:
- configurația: forma inițială a suprafeței de ardere;
- pulbere cilindrică: se referă la forma cilindrică a secțiunii pulberii, aceasta păstrând-o pe toată lungimea sa, indiferent de forma perforației;
- perforație: cavitate, canal interior (de obicei în zona centrală a unei pulberi) cu formă de cilindru, stea, cruce, etc;
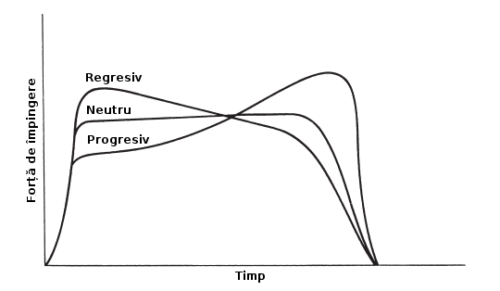
- ardere neutră: timpul de ardere în care forța de împingere, presiunea și aria suprafeței de ardere rămân relativ constante (cu o abatere de +/- 10%);
- ardere progresivă: timpul de ardere pe perioada căruia forța de împingere, presiunea și aria suprafeței de ardere cresc;
- ardere regresivă: timpul de ardere pe perioada căruia forța de împingere, presiunea și aria suprafeței de ardere descresc;
- pulbere rămasă nearsă sau eliminată prin ajutaj la momentul când începe oprirea motorului (sliver);
- timp de ardere: intervalul dintre momentul când a fost atinsă după aprindere 10% din forța de împingere până la punctul la care începe oprirea motorului (web burnout);
- timp de acțiune: intervalul dintre momentele când se atinge 10% din forța de împingere (la pornirea și la oprirea motorului);
- blidaj (inhibitor): un strat realizat dintr-un material cu ardere lentă sau ignifug (cauciuc polimeric de obicei) aplicat (prin lipire, turnare, suflare) pe o parte din suprafața propelantului pentru a preveni arderea pe acea suprafață, rezultând astfel un control și o reducere a suprafeței inițiale de ardere;
- căptușeală (liner): un strat subțire din material aplicat pe pereții camerei de ardere înainte de turnarea propelantului pentru o adeziune bună a acestuia la pereți sau la izolator; acesta permite și o ușoară deplasare axială a pulberii față de perete;
- izolator intern: un strat aflat între pulbere și pereții motorului realizat dintr-un material adeziv, izolator termic, care nu se aprinde ușor și care are rolul de a limita transferul termic către pereții camerei de ardere păstrând o temperatură cât mai joasă a acestora.
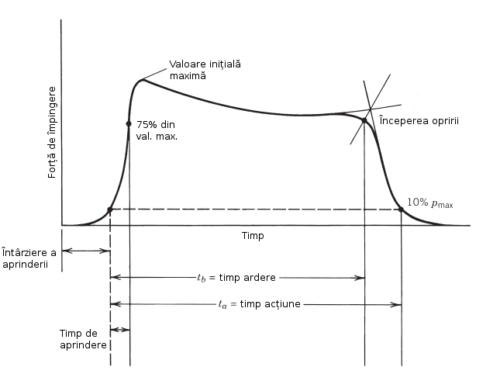 Tipul de ardere și explicația timpului de ardere și timpului de acțiune
Tipul de ardere și explicația timpului de ardere și timpului de acțiune
Pulberea trebuie să satisfacă următoarele condiții:
- Pe baza scopului în care va fi utilizat, se pot determina condițiile pe care trebuie să le îndeplinească motorul, toate informațiile trebuind cunoscute înainte de a începe proiectarea (forță de împingere, impuls total, masa motorului, temperaturile de stocare și de utilizare, accelerațiile la care va fi supus vehiculul, volumul disponibil, etc);
- Geometria pulberii este selectată pentru a îndeplini aceste condiții, trebuind să fie compactă, să utilizeze eficient volumul disponibil, să aibă o suprafață de ardere în timp care să corespundă forței de împingere în timp solicitată. Deplasarea centrului de greutate după ardere ar trebui minimizată cât mai mult;
- Propergolul este ales pentru a răspunde performanței solicitate, proprietăților balistice (viteză de ardere), proprietăților mecanice (rezistență), caracteristicilor gazului evacuat, proprietăților de îmbătrânire pe care trebuie să le aibă;
- Integritatea structurală a pulberii trebuie analizată pentru a determina dacă va rezista solicitărilor la care va fi supusă; geometria pulberii poate fi modificată pentru a reduce stresul;
- Volumul cavității interne crește odată cu arderea pulberii, dimensiunile diverselor forme interne modificându-se în timp. Este nevoie de o analiză acustică pentru a determina dacă se păstrează stabilitatea arderii și nu există rezonanță;
- Procesul de fabricație al pulberii trebuie să fie repetabil, simplu, să aibă un cost redus și să producă un stres termic acceptabil.
Ca urmare a dezvoltării domeniului, numărul de configurații ale pulberii pe care le puteau utiliza proiectanții pentru un motor a crescut. Însă apariția noilor combustibili a făcut ca numărul acestora să scadă, în zilele noastre fiind utilizate doar câteva configurații care pot fi considerate clasice, renunțându-se la cele care nu asigurau stabilitate pulberii, care puteau determina crăparea pulberii, care aveau un volum util mic sau care aveau un cost prea mare de fabricație. Un alt impediment în utilizarea unor configurații mai complicate a fost imposibilitatea de a calcula caracteristicile încărcăturilor care nu au formă de bază cilindrică.
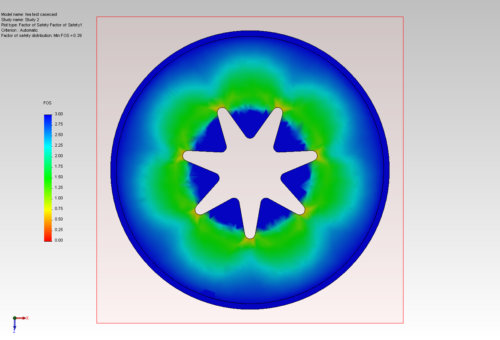 Rezultatul analizei solicitării mecanice a pulberii (sursa: [8])
Rezultatul analizei solicitării mecanice a pulberii (sursa: [8])
Configurațiile de ardere utilizate în acest moment sunt arderea frontală (longitudinală) și cea interioară (radială). Imaginile următoare prezintă secțiunea încărcăturii de propulsie și o estimare a forței de împingere rezultată în urma arderii interioare.
 Diverse secțiuni ale pulberii și forța de împingere (sursa: 1 – [6], 2 – [5], 3 – internet)
Diverse secțiuni ale pulberii și forța de împingere (sursa: 1 – [6], 2 – [5], 3 – internet)
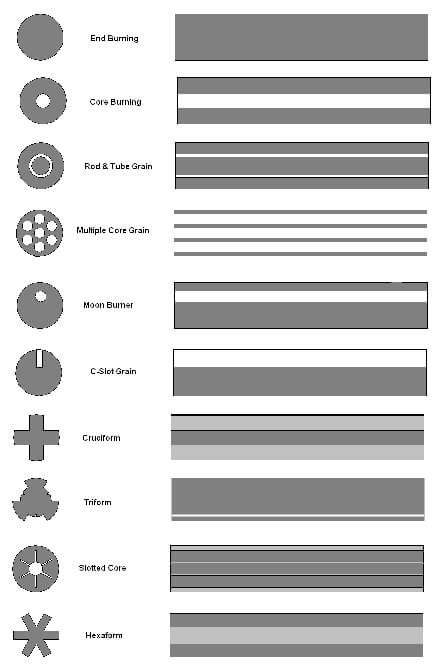
 Alte secțiuni ale pulberii întîlnite în timp în practică (sursa: 1 – [7], 2 – [4], 3 – [10])
Alte secțiuni ale pulberii întîlnite în timp în practică (sursa: 1 – [7], 2 – [4], 3 – [10])
Arderea frontală și suprafața arzândă în diverse moemente este prezentată în imaginea următoare.
 Ardere frontală a pulberii (sursa: [3])
Ardere frontală a pulberii (sursa: [3])
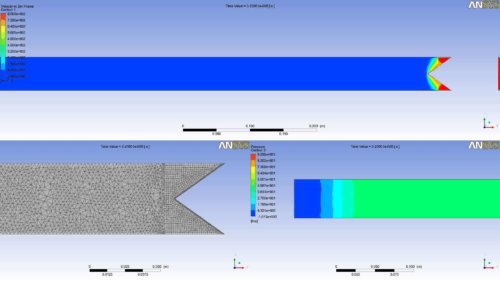 Analiză a arderii frontale a unei pulberi – cu presiune constantă în camera de ardere – utilizând Ansys (sursa: captură ecran youtube.com)
Analiză a arderii frontale a unei pulberi – cu presiune constantă în camera de ardere – utilizând Ansys (sursa: captură ecran youtube.com)
Și pentru a ne întoarce la imaginea cu care am început secțiunea dedicată combustibilului MRCS, următoarea imagine prezintă o secțiune a unei încărcături în formă de stea la diverse momente în timpul arderii și reprezentarea forței de împingere în timp, aceleași momente fiind marcate.
 Ardere interioară a pulberii (sursa: [4])
Ardere interioară a pulberii (sursa: [4])
Mai multe detalii despre combustibilul MRCS vor fi oferite într-un articol viitor, dedicat acestui subiect, dacă va exista interes.
Înainte de a încheia, câteva imagini pe acest subiect.
 Matrița motorului rachetei Ares I (sursa: [17])
Matrița motorului rachetei Ares I (sursa: [17])
 Controlul calității pulberii (sursa: [22])
Controlul calității pulberii (sursa: [22])

Pulberi fabricate de Roxel (sursa: [24])
Iulian

Surse:
[1] U.S. Army Materiel Command – Engineering Design Handbook: Elements of Aircraft and Missile Design
[2] Alain Davenas – Solid Rocket Propulsion Technology
[3] George P. Sutton, Oscar Biblarz – Rocket Propulsion Elements, Eigth edition
[4] https://www.nakka-rocketry.net
[5] http://digitalvideo.8m.net/Rocketry/
[6] http://www.braeunig.us
[7] http://www.jacobsrocketry.com
[8] https://sugarshotsolidworks.wordpress.com
[9] http://www.tobynorris.com/work/stress/FEA/gen2.htm
[10] http://www.aerorocket.com/AeroIsp/AeroIsp.html
[11] NATO/R&TO – Internal Aerodynamics in Solid Rocket Propulsion
[12]Anca Constantin – Termotehnică, curs Universitatea Ovidius
[13] S. Sankar Reddy, C. Yuvraj, K. Prahlada Rao – Design, Analysis, Fabrication and Testing of CFRP with CNF Composite Cylinder for Space Applications, doi: 10.5923/j.cmaterials.20150505.03 (http://article.sapub.org/10.5923.j.cmaterials.20150505.03.html)
[14] TCR Composites Towpreg Winding Demo (https://www.youtube.com/watch?v=1A3vaJaNDLY)
[15] http://historicspacecraft.com/solid_fuel.html
[16] http://www.b14643.de/Spacerockets/Specials/ATK-Thiokol/index.htm
[17] http://www.nasa.gov
[18] http://www.spaceflightinsider.com/organizations/nasa/advance-booster-for-nasas-space-launch-system-completes-milestone/
[19] http://www.nationalmuseum.af.mil/Visit/Museum-Exhibits/Fact-Sheets/Display/Article/579636/minuteman-iii-second-stage-rocket/
[20] http://www.minutemanmissile.com/solidrocketboosters.html
[21] Crăciun Guță, Alexandru Marinescu – Calculul și construcția rachetelor, curs
[22] http://dare.tudelft.nl/2014/08/quality-control-of-solid-fuel-grains/
[23] http://vc.airvectors.net/tarokt_1.html
[24] http://www.roxelgroup.com/
[25] https://physics.stackexchange.com/questions/283628/de-laval-nozzle-geometry
[26] http://dark.dk/projects/Modular_solid_propellant_test_motor.html
[27] https://lokiresearch.com/images/Graphite/
[28] http://tqc.yuku.com/topic/2543/moon-burners#.WQn1sVWGP4Y
[29] http://flowsquare.com/
[30] http://www.ahpra.org/sounding.htm
[31] Amirhossein Adami, Mahdi Mortazavi, Mehran Nosratollahi – A New Approach to Multidisciplinary Design Optimization of Solid Propulsion System Including Heat Transfer and Ablative Cooling, doi: 10.5028/jatm.v9i1.717
[32] M.N. Dorobanțu, D.D. Olaru, N.A. Popa – Racheta, vehiculul viitorului
[33] Al. Marinescu – Introducere în dinamica rachetei
[34] Ștefan Ispas, Lică Constantinescu, Florea Triță – Racheta dirijată
[35] Florin Zăgănescu, Sorin Ispas – Avioane orbitale
[36] https://www.aerospacearchives.tk/solid-rocket-motor-igniters/pelleted-pyrotechnics.html
[37] https://engineering.purdue.edu/~propulsi/propulsion/rockets/solids.html
[38] https://www.nasaspaceflight.com/
[39] http://www.jht.com
[40] http://geminiguide.com/Systems/pyrotechnics.html
[41] http://up-ship.com/blog/?p=32046
[42] http://www.captainswoop.com
[43] E. Fleeman – Tactical Missile Design, Second Edition
[44] http://www.eastpendulum.com/la-chine-developpe-un-missile-air-air-tres-longue-portee
[45] http://armamentresearch.com/introduction-to-the-9m113-konkurs-atgm/
[46] http://www.military-today.com/missiles/malyutka.htm
[47] http://forums.eugensystems.com/viewtopic.php?t=41483&start=720
[48] https://www.nationstates.net/nation=hajirah/detail=factbook/id=413584
[49] http://www.sadefensejournal.com/wp/?p=507
[50] http://armamentresearch.com/us-produced-tow-2a-atgws-in-syria/
[51] http://www.armyrecognition.com/forum/viewtopic.php?t=448
[52] http://randysrocketry.blogspot.ro/2011/03/update-sidewinder-nozzle-comparison.html
[53] http://brown-moses.blogspot.ro/2013/11/is-syrian-military-using-another-type.html
[54] http://www.flickriver.com/photos/tags/atkrocketpropulsionsite/interesting/ ; https://www.flickr.com/photos/48113560@N03/
[55] http://navalaviationnews.navylive.dodlive.mil/2017/03/14/ramjet-new-threats-call-for-old-tech/
[56] http://www.pakistanaffairs.pk/threads/90484-India-to-test-Solid-Fuel-Ducted-Ramjet-Propulsion-Manufacturing-SFDR-Ground-Launcher
efortu necesar elaborarii articolului este de laudat,
Marfa de articol
http://cosmicnews.ro/haas-2ca-zborul-orbital-redefinit-de-romani/
@Iulian, ca tot vorbeam noi ieri de ARCA si de tepele lor…..se pare ca sunt pe cai mari baietii astia!!!
Pai da, asta este comunicatul de PR al companiei. Dar uite ce spune altcineva doar uitindu-se la ei.
http://parsec.ro/2015/12/de-ce-nu-am-incredere-in-arca-space/
Acum colaboreaza cu NASA, deci nu isi mai permit ce si-au permis cit erau la noi in curte. In plus, daca o zbircesc, nu ii mai spala toata apa care va curge pe Rio Grande.
Sper sa reuseasca.
Iulian, ARCA nu colaborează cu NASA. Ei fac acum plăci zburătoare. Dacă s-au mutat în SUA, nu înseamnă că au vreo legătură cu NASA.
Eu personal nu am incredere in ei. Insa ceea ce am scris a plecat de la declaratia lor si inca le mai dau credit.
ARCA Space Corporation secured preliminary partnerships with NASA’s Kennedy, Ames, Wallops, Marshall, Stennis and Johnson Space Centers aiming to increase the flight readiness of the vehicle that is scheduled for the first flight in 2018 from Wallops Flight Facility. ARCA has also started the FAA licensing process and is currently seeking to secure a partnership with an US defense agency.
Sursa: arcaspace.com , pagina Haas2C
Claudiu, btw: fain site. Il citesc regulat. 🙂
Mulțumesc Iulian!
De la tine, de pe acest site, am aflat de noua lor rachetă! Nu știam de ea până ieri. Revin cu detalii în curând.
Anytime, Claudiu.
Cum spuneam aici, e doar o continuare a unui proiect mai vechi (vehiculul HAAS) cu un nou motor (aerospike, avind camerele de ardere dispuse liniar).
Referitor la NASA, am luat de bun ceea ce au scris pe site-ul lor ARCA, dar ar fi o idee buna sa trimit un e-mail la NASA; poate ofera mai multe informatii despre parteneriat – pe linga ceea ce este public pe pagininile nasa.gov (https://www.nasa.gov/msd/partnerships si https://www.nasa.gov/partnerships.html) referitor la parteneriate.
Iulian, pentru noi
Este Wernher von Braun 2!
🙂
Neah, adevaratul Wernher von Braun 2 pentru noi este Dumitru Popescu@ARCA. Eu nu am trecut de faza KNO3+zahar+nitroceluloza (ok, cu motoare de dimensiuni medii, dar tot amatoristic e).
Iulian, jos palaria. Alaturi de Grigore, Nicolae si alte cateva personae, scrii niste articole care imi aduc aminte de serile de Sambata din copilarie, cand asteptam cu nerabdare Teleenciclopedia. Sper ca tu si ceilalti sa puteti continua efortul acesta, eu va citesc cu mare placer si interes.
Iulian, the show must go on pen’ca iegzista interes! 🙂
Mai ales ca inca te pot urmari… 🙂
P.S. Fara recuperare, diseara: http://www.space.com/17933-nasa-television-webcasts-live-space-tv.html
Food for the brain (SpaceX adica) 😉
@ Iulian. Keep walking !
ARCA vinde acțiuni pe bani mulți și prezintă niște machete, plimbându-le dintr-o localitate într-alta. O să fie jale dacă racheta nu le funcționează.
Daca au luat banii la fraieri intai, apoi ce mai conteaza esecul? Se aplica reteta retragerii in Mexic a bossu-ului cu banii si aia e!
Depinde cit de aproape de frauda sint cu tot ce fac acolo.
Nu stiu daca motorul ala nou (aerospike) e macheta sau nu. Pina atunci ne putem uita la ce au facut Rocketdyne si aplica gindirea rationala, fizica, matematica la intentiile lor si sa estimam ce le iese.
Iuliane,felicitari pentru seria exceptionala de articole! Foarte instructiva,bine detaliata si superb explicata. Bravo! O sa-mi ajute mult la viitoare articole.